一、乳化設備
乳化方法包括物理化學乳化法和機械法。目前常用的機械乳化方法包括多種,諸如管動,射流,攪拌,均質等,不同的乳化方法對應不同的設備,適用不同的需求。下面擇要介紹幾種:
表一 乳化方法
|
方法 |
|
作用原理 |
能量密度 |
操作方法 |
|
搖動 |
|
湍流 |
低 |
間歇 |
|
管動 |
層流 |
層流滯應力 |
低-中等 |
連續 |
|
湍流 |
湍流 |
低-中等 |
連續 |
|
射流 |
|
|
低-中等 |
連續 |
|
攪拌 |
簡單攪拌 |
層流滯應力、湍流 |
低 |
間歇、連續 |
|
轉子—定子混合器 |
層流滯應力、湍流 |
中-高 |
間歇、連續 |
|
刮刀式攪拌 |
層流滯應力 |
低-中等 |
間歇、連續 |
|
振蕩式 |
|
低 |
間歇、連續 |
|
膠體磨 |
|
層流滯應力 |
中-高 |
連續 |
|
高壓均質機 |
|
層流滯應力、湍流及氣穴形成 |
高 |
連續 |
|
超聲均質器 |
振動葉片 |
湍流、氣穴形成 |
中-高 |
連續 |
|
磁致收縮 |
氣穴形成 |
中-高 |
間歇、連續 |
1、攪拌
指借助于流動中的兩種或兩種以上物料在彼此之間相互散布的一種操作,以實現物料的均勻混合,同時還可以促進氣體溶解、強化熱交換等。
1.1 攪拌混合機理
攪拌混合機理主要包括對流混合,擴散混合,剪切混合。
(1)對流混合是在攪拌容器中,通過攪拌器的旋轉把機械能傳給液體物料造成液體的流動,屬強制對流。包括主體對流—物料大范圍的循環流動;渦流對流—漩渦的對流運動。
(2)擴散混合指互溶組分中存的的混合現象,是液體分子間的均勻分布,對流混合可促進擴散混合。
(3)攪拌槳將物料組分拉成愈來愈薄的料層,使某一組分原來占有區域的尺寸越來越小,達到混合的目的。高粘度物料混合過程主要靠剪切作用。
1.2 攪拌器的構造和類型
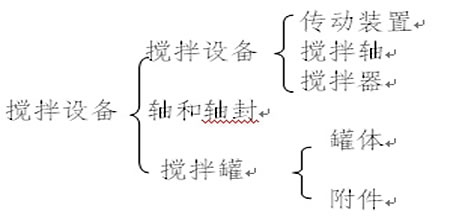
1.2.1 攪拌器的構造
攪拌器是通過攪拌使物料均勻混合的裝置,主要由攪拌裝置、攪拌罐和軸與軸封三大部分組成。
1.2.2 攪拌器的類型
攪拌器主要包括小面積葉片高速運轉的攪拌器,諸如渦輪式、槳式攪拌器等,多適用于低粘度的物料;另外就是大面積低速運轉的攪拌器,諸如框式、螺帶式及行星式攪拌器等。
1.2.2.1 槳式攪拌器
槳式攪拌器是**常用的一種,槳葉由條鋼制造,有平槳式和斜槳式兩種。平槳式攪拌器由兩片葉片平直槳葉構成,主產生徑向流和切向流;斜槳式攪拌器的兩葉相反折轉一定角度,這樣不僅可以產生軸向流,還可以減小阻力。槳式攪拌器結構簡單,適用于低粘度物料的混合,當容器內液位較高時,可在同一軸上同時安裝幾個槳葉。
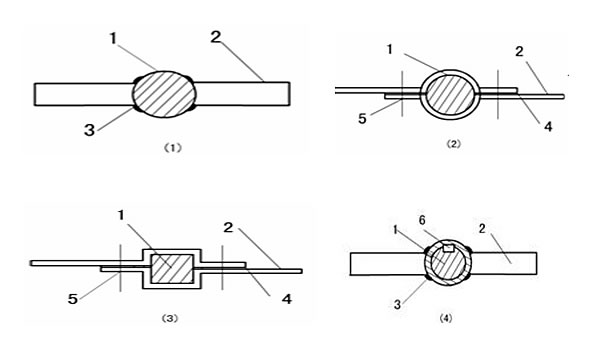
槳葉固定軸上的方式主要有三種:
(1)焊接法:槳葉和軸整體焊接在一起,此結構不可拆卸清洗及更換,強度也不大,且容易打滑,主要適用小容器。
(2)螺釘連接法:通過螺釘將槳葉連接在軸上,中間有墊片。當軸式圓形的時候,主要靠槳葉和軸的摩擦力而使槳葉運動,此結構拆卸方便,但功率大時易產生滑動,故多用小功率設備中。#p#分頁標題#e#
(3)方軸連接法:這方法主要是客服焊接法容易打滑的缺點,但軸的加工困難。
(4)方軸、螺釘連接法:為了克服焊接法的易打滑及方軸連接法的難于制造等缺點而設計的,被廣泛采用。
1.2.2.2 旋槳式攪拌器
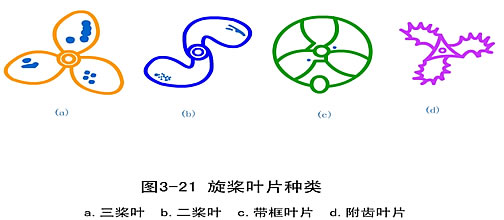
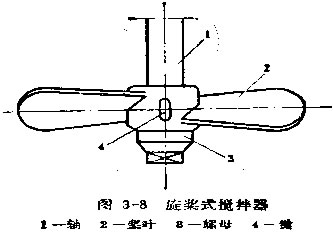
旋槳式攪拌器類似于無殼的軸流泵,由2~3片旋轉槳組成不同形式(見下圖),槳葉是用螺母固定在軸上,螺母的擰緊方向與槳葉旋轉方向相反,這樣才能借阻力作用使螺母在攪拌器運轉時愈來愈緊。旋轉直徑約為容器直徑的0.2~0.3倍,以軸流混合為主,伴有切向流和徑向流,但湍流程度不高。攪拌槳轉速高,循環量大,適用于大容器低粘度物料的混合,該攪拌不適用粘稠物料。
1.2.2.3 渦輪式攪拌器
渦輪式攪拌器類似于無殼的離心泵,由圓盤、軸、及多塊葉片組成,結構復雜,種類較多,主要有開啟渦輪式和圓盤渦輪式兩種(見下圖)
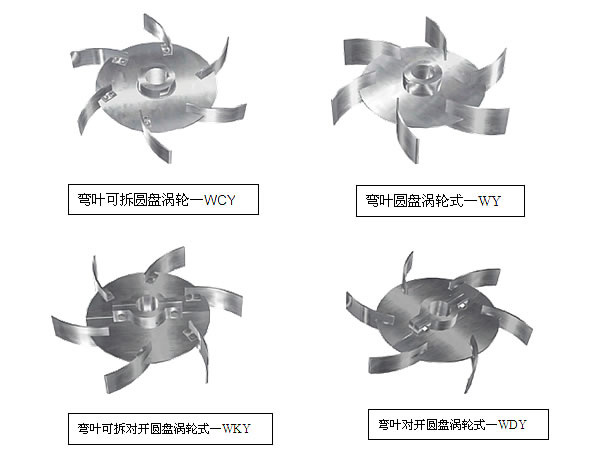
渦輪式攪拌器轉速高,一般轉速為100~2000rpm,平直葉片產生強烈的徑向和切線流動,通常加擋板以減小中央旋渦,同時增強因折流而引起的軸向流,工作時,攪拌液沿軸線由中心孔而進入輪內,有各小葉片工作因而加熱,然后再以高速度偶輪拋出,湍流程度強,剪切力大,可將微團細化。渦輪式攪拌器適合處理中低粘度物料,混合生產能力較高,按一定的設計形式,具有較高的局部剪力效應,且易清洗,但價格較高。
1.2.2.4 框式和錨式攪拌器
框式和錨式攪拌器適用于高粘度物料的攪拌,其外形輪廓與容器壁形狀相似,底部形狀為適應罐底輪廓,多為橢圓或錐形等,槳葉外緣**容器底部的距離要適當,以30~50mm為宜,但由于高濃度物料攪拌時只能取5mm,這時要求加工及安裝的精度卻高,否則外片可能碰上器壁而損壞設備。
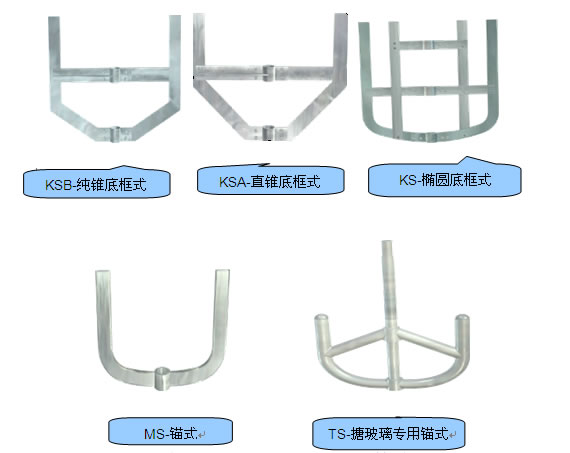
如上圖所知,框式和錨式攪拌器的結構簡單堅固,制造方便,而且在攪動時能攪動大量的物料,不會產生死區。此類攪拌器的轉速較慢,所產生的液流的徑向速度較大,而軸向速度甚低,為了加強軸向混合,并減小因切線速度所產生的表面旋渦,通常加裝擋板。
1.2.2.5 螺帶式與螺桿式攪拌器
螺帶式攪拌器是由一定寬度的帶材或圓柱棒材制作成螺帶形狀。它可以有單條或雙條螺帶結構。一般螺帶的外廓尺寸接近容器內壁,使攪拌操作遍及整個罐體。螺桿式攪拌器四用支撐桿使螺帶固定在攪拌軸上。每個螺距設置桿件2~3根。支撐桿一端與螺帶焊接,另一端夾緊在攪拌軸上,也可以采用支撐桿與軸的連接的形式(見下圖)。
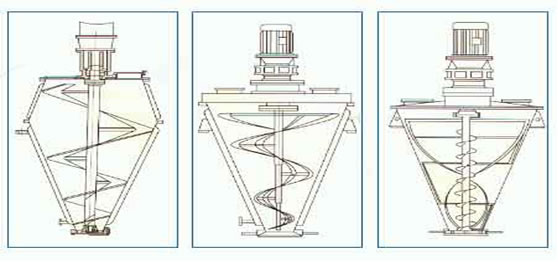
螺帶式與螺桿式攪拌器,轉速慢,適用于高粘度的物料的攪拌。
1.2.2.6 行星式攪拌器
行星式攪拌器旋轉槳的軸不僅自轉,還能繞容器旋轉,攪拌速度高,適用于高粘度液體的攪拌,但是結構復雜,制作繁瑣。
 2、均質機
2、均質機
均質是一種特殊的操作,通過均質,可使兩種互不相容的的液體進行密切混合,是一種液體粉碎為極細小微粒或液滴分散在另一液體中的過程,像乳狀液。目前主要有以下幾種
均質機:
2.1 高壓
均質機
2.1.1 高壓均質機結構
高壓均質機主要由泵體和均質閥或安全閥、電動機、傳動機與機架幾個部分組成。
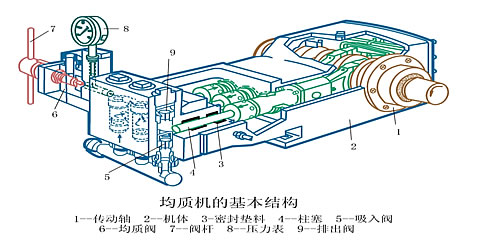
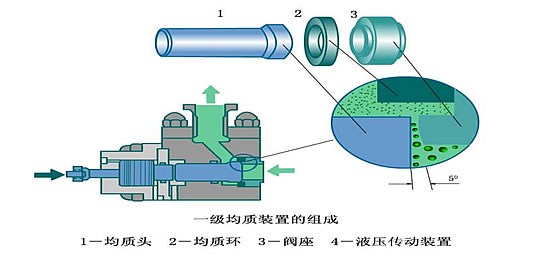
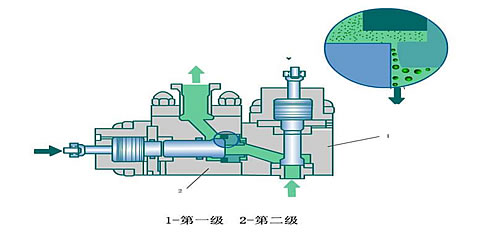
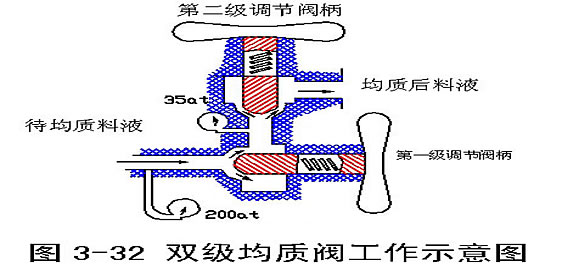
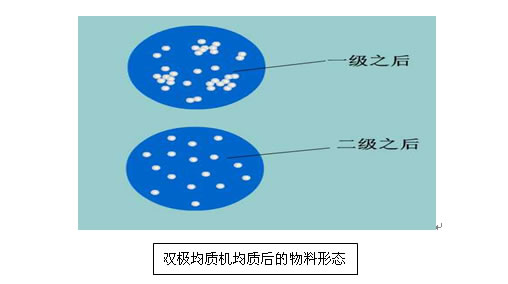
高壓泵多采用三柱塞式往復泵,由共用一根軸的三個作用泵組成,三個單作用泵的曲柄互相錯開120度,其吸液泵和排液泵也是三個泵共用。這樣,在曲軸旋轉一周的周期里,各泵的吸液或排液依次相差1/3周期,大大提高排液泵流量的均勻性。三作用泵的流量各為單作用泵的三倍。均質閥安裝在高壓泵的排出路上,由閥座、閥桿和沖擊環組成,G外多采用鎢鈷鉻合金(用于牛奶均質)或硬質合金(腐蝕性強的液料)等制成,而G內多采用4Cr13。目前多數高壓均質機均采用二級均質閥,以獲得更均勻更細小的乳化粒子。以下即為一級、二級均質閥的結構圖及雙擊均質閥工作示意圖。
2.2.2 高壓均質機的工作原理
高壓均質機是基于對物料的擠壓、剪切、渦流、泄壓、空穴作用,從而達到顆粒減小、分散均勻的目的。
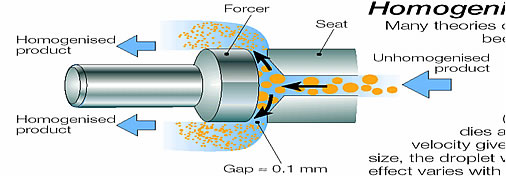
(1)剪切學說:當高壓物料在閥盤與閥座間流過時,在縫隙中心流速**大,而在縫隙避面處液體流速**小,促使了速度梯度的產生,液滴之間相互擠壓、剪切,從而達到乳化均質。
#p#分頁標題#e#
(2)撞擊學說:由于三柱塞往復泵的高壓作用,液滴與均質閥發生高速撞擊,從而導致液滴破裂變小,起到均質的作用。
(3)空穴學說:高壓作用下,液料高頻振動,導致液料交替壓縮與膨脹,引起空穴小泡的產生,這些小泡破裂時會在流體中釋放出很強的沖擊波,如果這種沖擊波發生在大液滴的附近,就會造成液滴的破裂,乳液得到進一步細化。
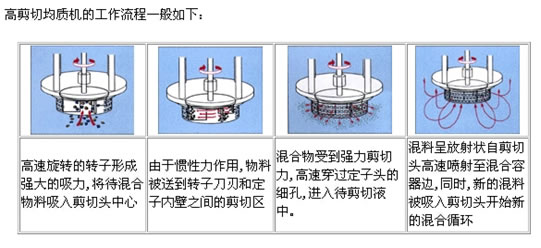
2.2 高剪切均質機
高剪切均質機是目前用的**廣泛的均質機,由轉子或轉子-定子系統構成,工作時高速回轉,在葉片作用下流入的液體通過窄小的縫隙,在很高的剪切力作用下破碎、分散、混合。經過高剪切均質機的物料粒徑可達到1μm,且穩定性好,能耗低,對材質也無特殊要求。
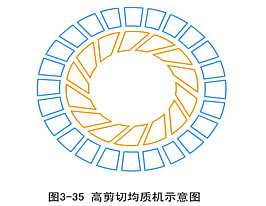
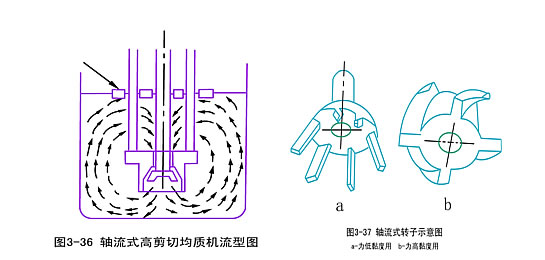
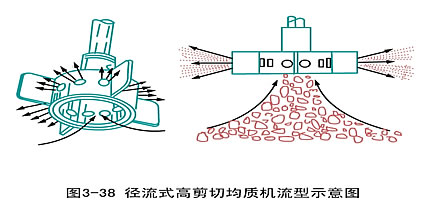
2.2.1 高剪切均質機的分類
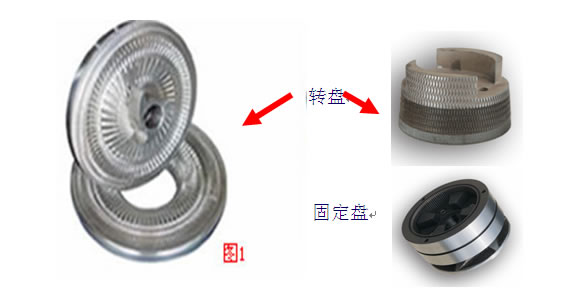
高剪切均質機可分為軸流式和徑流式。結構如圖所示:
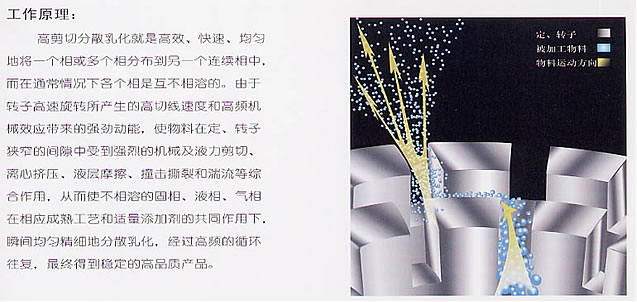
2.2.2 高剪切均質機的工作原理
2.2.3 高剪切均質機的工作流程
2.3 膠體磨
膠體磨和高剪切均質機一樣均屬于定子-轉子系統,由一可高速旋轉的磨盤(轉動件)與一固定的磨面(固定件)所組成。兩表面間有可調節的微小間隙,通常為50~150 m,當物料從此間隙通過時,由于磨盤高速旋轉,附于旋轉面上的物料速度**大,而附于固定面上的物料速度為零,其間產生較高的速度梯度,從而使物料受到強烈的剪切摩擦和湍動騷擾,產生微粒化分散化作用。
膠體磨有臥式和立式兩種,一般用于中低等粘度的料液。

2.4 超聲波均質機
超聲波均質可以由于振動葉片或磁致收縮而使物料變細,達到均質的效果。下面我簡要介紹一下由于振動葉片而產生的均質作用,下圖為超聲波發生器的簡要結構。
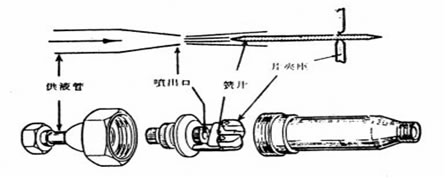
當物料從供液管經噴出口高速流入管路時,調節頻率,使激發頻率與簧片的固有頻率相當,從而產生超聲波共振。(其中,激發頻率與液體的流速成正比,而與噴嘴和簧片間的距離成反比。)使得物料在舌簧片附近產生空穴作用,液滴得以破碎;破碎后的物料可以再一次經過供液管進入管路,進行再一次的破碎,如此反復即可。
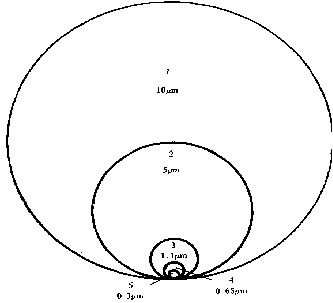
攪拌促使物料之間的均勻混合,不同粘度的物料應選擇使用不同類型的攪拌。由于攪拌能量較低,通過攪拌進行乳化只能得到粒徑較大的乳液,而通過均質機可以乳液液滴的大小達到0.1 m,甚**更小(見下圖)
其中“1”為攪拌,“2”為膠體磨,“2”超聲波,“4”高剪切均質,“5”高壓均質。
此外,近來開發了一種新型乳化技術—膜乳化技術。微孔膜的膜乳化技術采用微孔膜乳化設備,其乳化方式是在壓力作用下,使分散相穿過微孔膜的孔道進人連續相而形成乳劑。當連續相在膜表面流動時,分散相在壓力作用下通過嫩孔膜孔在膜表面形成液滴,此液滴的直徑達到某一值時就從膜表面剝離進人連續相,溶解在連續相里的乳化劑分子將吸附到液滴界面上.
二、乳化工藝的控制和調整
不同的工藝和不同的設備,即使同樣的配方,也有可能在產品黏度、穩定性和乳劑劑型等方面產生不同的結果。
1 攪拌強度和攪拌時間
在制備中,超聲或攪拌時間及速率等會直接影響乳劑的穩定性、黏度等性能。當將初乳乳滴分散到水相制備復乳時,若攪拌過久或過猛,油滴可能會部分破裂,內外水相合并。kochi等發現初乳乳滴粒徑大小隨超聲時間的延長而減小,存120 S時達到**小,但其穩定性相當差,若再在20 000 r?min下勻化10 min,所得初乳在4℃下可穩定1個月。Kim等 I在(36±1)℃下同定**次超聲時間為120 s,研究第二次超聲時間對復乳穩定性的影響,實驗發現第二次超聲時間越長,復乳相轉變越慢。
2 溫度
每種乳化劑都其**適溫度,低于或高于此溫度,乳化劑的乳化性能或HLB值也會發生變化,另外,溫度還可以影響油脂的黏度及界面膜的穩定性。溫度過高使非離子表面活性劑親水基的水化程度減少,疏水基周圍的結構破壞,影響了界面膜穩定性,使乳狀液穩定性降低;溫度過低,油粘度大,所以較低溫度下乳化劑和水難以很好分散,也不利于細小液滴的形成。馬寧等探討了杏仁油乳佐劑的制備工藝,分別研究了25℃,40-60℃,80℃對乳劑制作的影響,發現40-60℃制作的佐劑的穩定性明顯優于25℃或80℃時制作的乳劑。楊曉東等也考察了溫度對司班-80和脂肪醇聚氧乙烯醚復配乳化劑乳化性能的影響,分別設了60℃、70℃、80℃、90℃四個不同溫度,結果表明乳化溫度為80℃時乳化效果**好。#p#分頁標題#e#
3 加料方式
在實際操作時還發現,同樣的組成和配比,因為操作順序的不同,乳液粒子大小或分布也會有差異。鷺谷氏在制造O/W乳液時發現:水分3次加入,那么乳液的粒子細而均勻;而已一定速度連續加入的話,就會出現大小不一,即使再使用
均質器也達不到分次加入時的水平。
4 油相和水相的比例
油相所占比例在一定程度上決定復乳的穩定性。I.augel等以異己烷為油相,以3.1%氯化鈉溶液為內水相,1.3%氯化鈉溶液為外水相,研究發現,當控制油量占復乳總量的19%~22%時,復乳的穩定性隨油相比例的增加而提高。
5 乳劑生產工藝示例
5.1 示例一
本部分將以一個配方為例,簡單的介紹一下相同的配方,不同的工藝制作不同類型(w/o、o/w或w/o/w)的乳劑。乳劑中包含0.2%(w/v)的吐溫-80,0.5% (w/v)Arlacel P135,其中吐溫-80添加在水相,Arlacel P135于60℃時添加于油相,水相和油相的比例60:40(w/w)。
5.1.1 W/O型乳劑的制備
此乳劑是將水相緩緩加入油相,然后利用Ultra TurraxType T25 (IKA, Germany).乳化設備在20,000rpm高剪切力下制作而成。
5.1.2 O/W型乳劑的制作
此型乳劑的制作需要用到高壓均質機。具體操作如下:部分油相加入pH7.2 0.01M的磷酸鹽緩沖液中,高壓均質機800-850bar時高壓均質混勻,加入剩余的水相,繼續混勻。**后加入剩余的油相,Ultra TurraxType T25 11,000rpm混勻。
5.1.3 W/O/W型乳劑的制作
其中內水相 :油相 :外水相=30 :40 :30,佐劑的制作分兩步。
**步:按w/o型乳劑的制作方法制作w/o初乳;
第二步:使用Eurostar mixer(螺旋槳葉片)(IKA,Germany) 1000rpm乳化即可。
5.2 實例二:雙相乳劑A5的制作
雙相佐劑的制備有一步法和兩步法,這里雙相佐劑A5的制作采取的是一步乳化法,在二步乳化法的基礎上簡化了工藝。具體如下:
5.2.1 雙相A5佐劑的制備
在室溫條件下,先將獸用注射級白油在乳化罐中進行乳化,得輕質液體石蠟油;在輕質液體石蠟油中加入親油基司班-80,以75-85rpm速度攪拌3-7min**澄清汽泡消失透明,然后在攪拌狀態下加入親水基吐溫-80攪拌3-7min,進行攪拌混合均勻,再加入穩定劑**澄清汽泡消失透明后,靜置25-35 min即可。
5.2.2 疫苗乳劑的配置
兩種佐劑在配制前均經121℃ 60 min高壓滅菌。雙向疫苗配置比例為油相(佐劑):水相(抗原)=50:50(經多次實驗驗證,此比例乳化效果**佳)。雙相佐劑疫苗乳化,先將佐劑加入
乳化機料桶內,室溫狀態下邊攪拌(100 r/min)邊緩緩(速度不宜快,否則形成乳劑粒徑大小不均一,乳劑劑型不整)將抗原水相滴入佐劑中,滴完后,繼續攪拌5 min,混勻形成初乳。接著用
乳化機5600 r/min,循環乳化4 min(乳化速度不宜過大,時間不宜過長,否則雙相佐劑易破乳)。